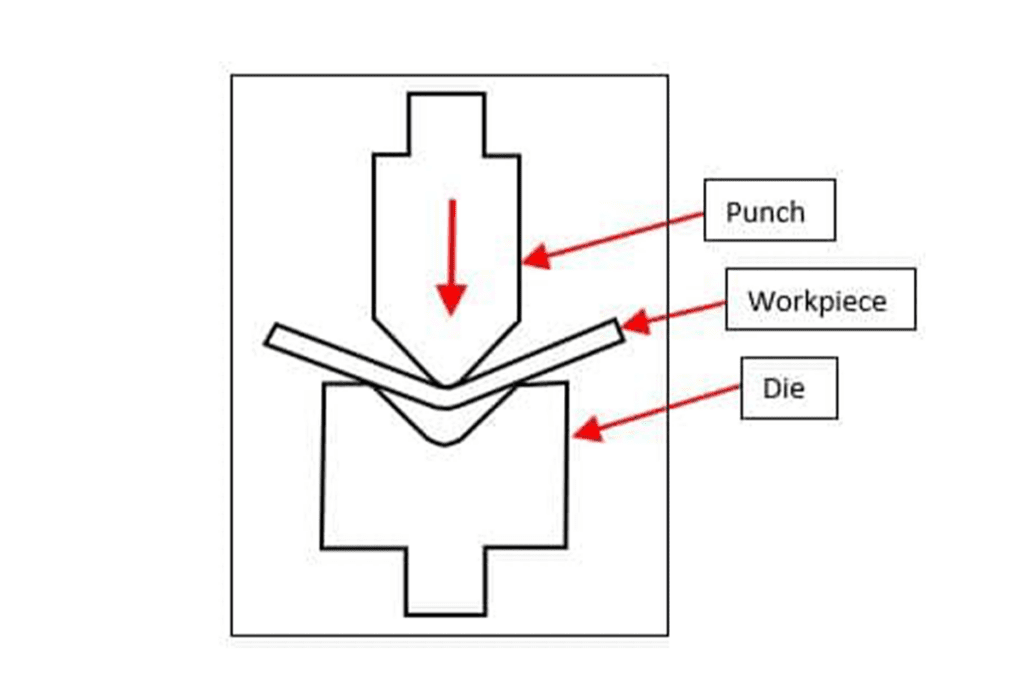
Today, we will talk about the basics of press brake forming. Okay, let’s delve into the mysterious world of press brake and experience the charms of the machine tool. The press brake, also called brake press, is a machine tool used for bending metal sheets. It forms the predecided bending by clamping the workpiece between the punch and die. Commonly, the two C-shaped frames form the side of the press brake and are connected to the bottom of the workbench and the top of the movable beam. The brake is composed of a smooth surface for laying materials and clamping rods. The rods will descend and fix the materials firmly during the bending process. The clamping action can be operated by hands, automation, or foot pedals. The front door panel of the machine is hinged and can be raised, forcing the material to bend over the straight edge to follow the panel. The working principle of the press brake is to use the punch and dies with anticipated angles to bend metals into various shapes and forms. Press brake forming is one of the oldest mechanical deformation processes. It uses the specialized matched punch and dies to achieve. The die is usually designed in the shape of v and u, which can be used to produce specific bending angles and radium. The punch is matched with dies to ensure the metal sheets are bent evenly and precisely. In the process of forming, the workpiece is placed on the die, and the punch will be driven downward to work with the dies, forcing the workpiece to bend. This shape and depth are determined by the design of the punch, die, and the exerting pressure. Although press brake forming seems like a simple concept, keeping accuracy is very troublesome. The press brake forming needs more testing blanks and wastes. If the component requires intricate and precise cutting, bending or producing on the press brake would be difficult. The bending angle of the press brake forming is determined by material changing, rebound characteristics, and the friction between the die and blanks in the bending process. The precise bending is related to the press brake, tooling, and workpiece material. The amount of rebound of the material will be influenced by yielding strength, ductility, solidness, the situation of the material, etc. The working principle of the press brake forming relies on pressure, which is also called tonnage, and determines the total pressure produced by the punch in the bending process. The higher the tonnage is, the thicker the bending material is—Vice versa. With the tonnage increasing, the bending length can be the longest sheet metal bending length. According to the application and the thickness/ size of the material, it is only produced correctly by different machines with different tonnage and bending lengths. In fact, these factors are important because it is beneficial to verify the loading restriction of the press brake--- Limits in tons per inch. It is very important to know the loading restriction and the power of the press brake. The equipment could be damaged due to the wrong use of tonnage and length. With the development of technology, the modern press brake has adopted hydraulic, pneumatic, or servo systems to drive the punch, offering more powerful strength and higher accuracy. Besides, the input of CNC technology makes the press brake forming more automatic, achieving complex bending shapes and accurate size control. The press brake forming has a history of over 100 years, dating back to the early 19th century. At that time, the press brake was greatly different from modern equipment. The initial press brake is called a “cornice brakeâ€, made mainly of customized cast iron parts and oak and used for bending metals. In 1882, the first press brake got patent protection. This machine used slices operated by hand to force clamping metal sheets to bend. This work is undoubtedly a labor-intensive job. Despite this, it creates a new possibility for metal goods manufacturing and offers more precise and consistent metal parts in industry applications. As time passed, the advancement of technology made the press brake develop quickly; ranging from manual operation to hydraulic systems and modern CNC systems, the press brake’s accuracy, efficiency, and function all improved significantly. The modern press brake can not only handle various materials but also can achieve complex bending shapes and various industry needs. The press brake forming process is a highly flexible and versatile metal fabrication method that can produce various metal parts shapes. The diversity of the process is mainly attributed to the diverse designs of the punch and dies. 0-90°air bending: this is the most common bending way, which can handle metal sheets from 18ga to 3/8 inch metal sheet. Acute bending: it is used to generate a sharp bending angle and is usually used for 14ga or more thinner material. Channel and gooseneck: they are used to produce specific outline parts, like u-shaped and v-shaped grooves. Flattening and hemming: they are used to generate flatting and hemming parts. Hat channel and open hat channel: they are used to produce the parts with specific cross-sections. Offset and M.T. offset (for oven panels): specially designed for applications like oven panels, etc. Radius punches to 3†diameter: they can produce an arc shape with a diameter of up to 3 inches. Urethane film when needed: they can be used in need to protect the surface of the workpiece. Wipe die: it is used to produce the parts with complex curves. Ability to form ductility material: the press brake is very suitable for dealing with metals with good duplicities, such as aluminum, bronze, and soft steel. Need a few tools: compared with other metal forming technology, the press brake forming usually requires a set of punches and dies. Suitable for producing smaller parts: this technology is ideal for making small to medium-sized parts. Output for long workpiece: the press brake can produce a longer workpiece through a specific punch and die, which would be more difficult for other forming methods. High automation: the modern press brake is usually equipped with CNC systems, realizing high automatic production. Fast and efficient: press brake is economical and efficient because of shortening time setting and tool replacement. Strong adaptability: whether for single or mass production, the press brake forming can be handled easily. Aluminum alloy is lighter and more convenient compared with other metals, which is widely applied in aviation and automobile industries. Owing to its plasticity, it can be formed in complex three-dimensional shapes through press brake. The edge of the product is smooth and sharp. Also, the decorative industries are suitable for aluminum alloy material. Light steel is usually widely used in the construction structure field and is low-cost. Its premium bending performance makes it become one of the main materials in bending manufacturing. Light steel products can be formed in various models quickly by bending. Stainless steel is one of the common materials in press brake forming. Due to its nice strength, plasticity, and anti-corrosion, it is suitable for being manufactured and formed by the press brake. The bending shape of the stainless steel is not influential mutually, and the edge is smooth, which makes it indispensable for machinery, home appliances, and other products. In addition, there are brass, cold-rolled carbon steel, hot-rolled carbon steel, etc. The most common types of stamping forming in metal fabrication is air bending, bottom bending, and coining. Air bending is the most common industrial press brake-forming process. Air bending relies on three-point bending; that is, the metal sheet is only touched with up-and-down tools on the three points during the bending process. And this is the reason why it is called “partial bendingâ€. The bending angle is determined by the depth of punching penetrating the v-shaped cavity. The greater the penetration of the punch, the greater the rise achieved. Advantages Disadvantages In the bottoming process, the punch will arrive at the bottom of the V-shaped die and push the metal sheet against the V-shaped die. This type of bending is suitable for precise materials because its accuracy is higher than air bending. The bottom metal sheet is pressed between the upper and bottom dies. Thus inner radium is more accurate, and the metal sheet can reach up to its yield point and rebounce lower. If you want to acquire an angle, you need to use a tool with a slightly sharper angle. In case of releasing the metal sheet, it will spring back naturally. Different thicknesses and materials can result in different amounts of springback. The punch and die must have the same angle to get sound bending effects. The difference between the bottom bending and coining lies in the unutter contaction between the punch, die, and metals. Moreover, no sufficient tonnage is used for stamping and diluting metal. Advantages Disadvantages Coining means "creating metallic coins". That is, each coin is identical in form and size. Thus, coining refers to a method to obtain the same and accurate results in the bending process. Coining requires four to five times the tonnage necessary for air bending. Thus, heavy-duty brakes and tools are needed. In the punching process, the punch and dies must have the same angle required by the outline. Thus, for 90°bending, you must use 90°punch, die, and forget spring back. The die v is smaller for coining than bottoming and air bending and is five times the sheet metal thickness. During the coining process, the metal is not only curved. It becomes thinner due to the impact of the punch and die. The theory behind imprinting is this: with adequate force, your metal can be bent to your required precise angle. Thus, the tooling must be the same level as your needed level. Advantages Disadvantages Although press brake forming has some disadvantages, its advantages outweigh the cons. From the historical evolution to modern applications, the press brake forming process plays a vital role in many industries, ranging from simple assembly (like brackets) to complex components (like metal shell and structure). Want to learn more about press brake forming or looking for professional metal forming services? Don't hesitate to get in touch with us. Our team is here to help and guide you. Or you can browse our official website to see the details. Download the Infographic With High Resolution Car Vinyl Wrap,Black Vinyl Wrap,Matte Black Car Wrap,Vehicle Vinyl Wrap Guangzhou Wanheyan Innovative Materials Co., Ltd. , https://www.wrapremi.comI. Introduction to Press Brake Forming
What Is Press Brake?
What Is Press Brake Forming?
Historical Context
II. Press Brake Forming Process & Diversity Characteristics
Press Brake Forming Process
Process Characteristics
III. Materials Suitable for Press Brake Forming
IV. Types of Press Brake Forming
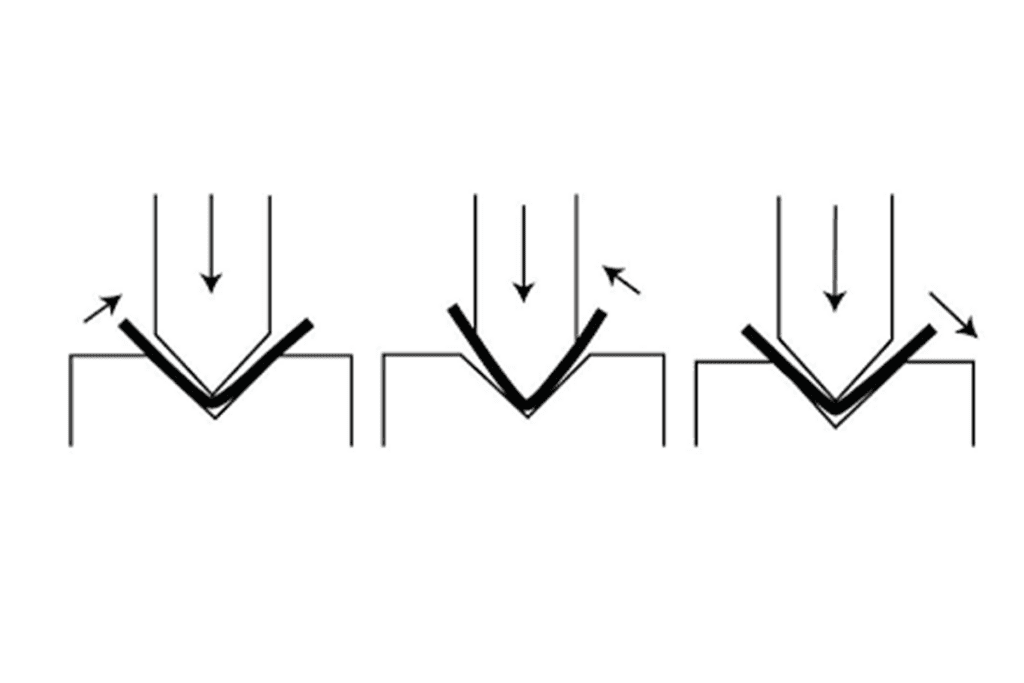
Air Bending
Bottom Bending
Coining
V. Advantages and Disadvantages of Press Brake Forming

Pros
Cons
VI. Conclusion
